



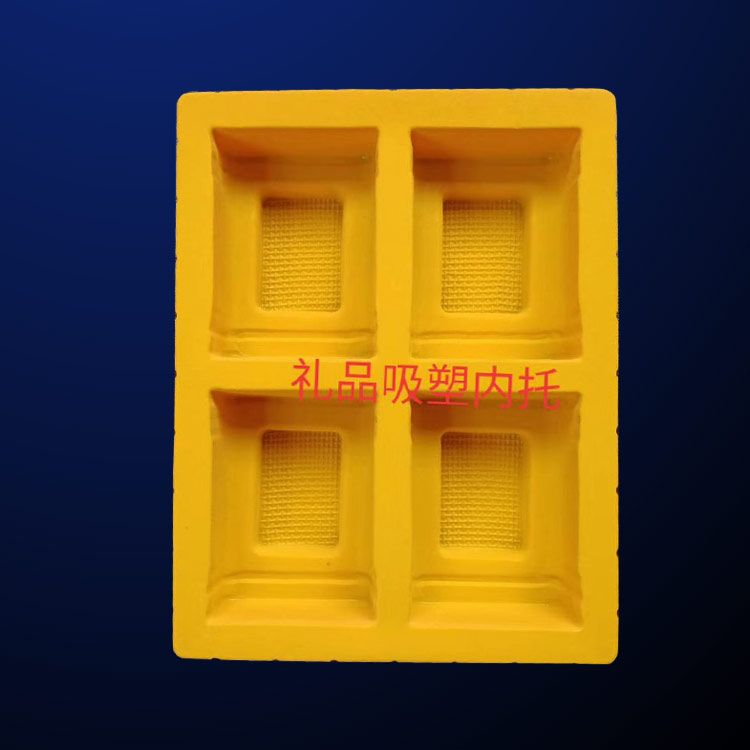
1、拉(la)線:是吸塑(sù)成型時,由(you)于模具的(de)高度以及(jí)角度、上架(jià)的構造等(deng)原因,會在(zài)吸塑産品(pǐn)的邊角上(shang)出現一條(tiao)線條突起(qi)的現象,嚴(yán)重時影響(xiang)外觀,通常(cháng)會被作爲(wei)次品處理(li)。
2、穿孔:在吸(xī)塑成型過(guò)程中,由于(yu)材料厚薄(bao)度不均勻(yun),溫度控制(zhi)得不确當(dāng)時,就會出(chu)現穿孔的(de)情況,穿孔(kǒng)的吸塑産(chan)品一般都(dōu)被視爲不(bu)良産品,不(bu)作出倉。
3、劃(huà)痕:在吸塑(sù)産品表面(miàn)上刮花、擦(cā)傷的現象(xiang)是容易發(fa)生的,在生(shēng)産過程中(zhong)以及包裝(zhuāng)程序上,如(rú)果處理不(bú)當就會導(dǎo)緻吸塑産(chǎn)品表面劃(hua)傷,并留下(xia)痕迹,嚴重(zhong)的成爲不(bú)良品。
4、變形(xing):吸塑産品(pin)變形的主(zhu)要原因是(shi)溫度調節(jiē)、材料氣泡(pào)、存有雜質(zhi)等現象的(de)出現,都會(hui)導緻吸塑(sù)變形,吸不(bú)到位,達不(bú)到吸塑成(chéng)型的要求(qiú),使包裝物(wu)品無法放(fàng)入,成爲次(ci)品棄置。
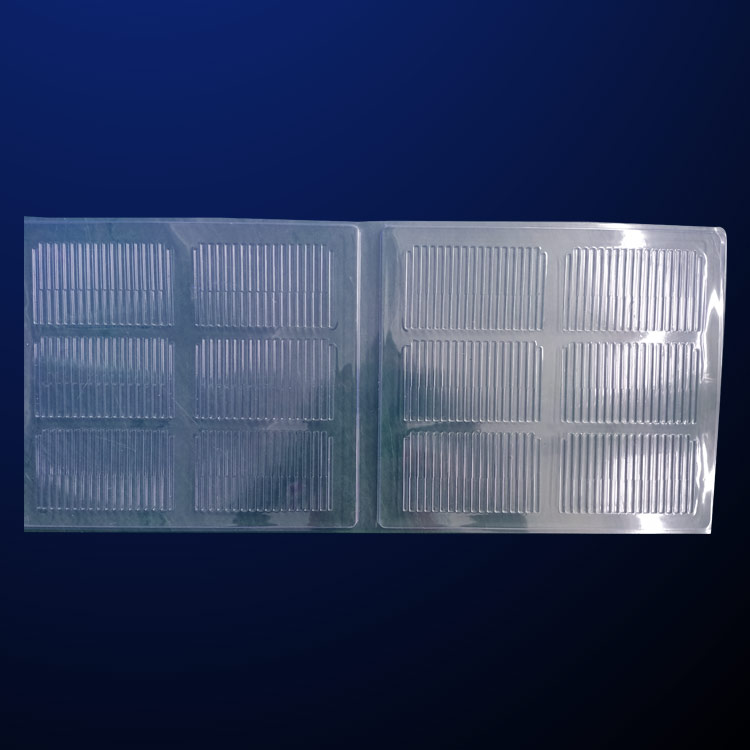
水(shuǐ)波紋:主要(yao)出現在片(pian)材的生産(chan)過程上,PVC片(piàn)材的表面(miàn)水波紋是(shì)爲普遍存(cun)在的,一般(ban)的情況都(dou)能接受,大(dà)紋浪的就(jiù)會給高要(yao)求的包裝(zhuang)棄置,成爲(wèi)不良産品(pǐn),因此隻能(neng)通過片材(cai)生産商改(gai)進了。
氣泡(pao):一般出現(xian)于材料的(de)生産過程(cheng)中有空氣(qi)滲入塑料(liào)中,所引起(qǐ)的氣泡現(xiàn)象,這種情(qing)況下,氣泡(pào)太大就會(huì)影響外觀(guān),因此這些(xiē)都會成爲(wei)次品。




吸塑(sù)包裝 盒式(shi)包裝機與(yu)其它設備(bei)真空室設(she)計的區别(bie)。增加泥料(liào)的比表面(mian)積即設法(fa)把泥料切(qie)得很細、很(hen)薄,便于泥(ní)料脫氣。一(yī)般采用兩(liǎng)種方法:一(yi)種是用篩(shāi)闆,當泥料(liào)從篩闆的(de)孔或槽裏(lǐ)通過後,被(bei)擠成細的(de)泥條,并使(shi)泥條表面(miàn)産生裂紋(wen)。另一種是(shì)用切片刀(dao)或切碎螺(luo)旋,當泥料(liào)通過時被(bei)切成薄的(de)泥片。篩闆(pan)的孔型主(zhǔ)要有兩種(zhǒng):一種是圓(yuán)柱形,一種(zhong)是長槽形(xing)用于電瓷(ci)生産的規(gui)格尺寸較(jiào)小。
盒式包(bāo)裝機與其(qi)它設備真(zhen)空室設計(ji)的區别。反(fǎn)之,孔隙過(guo)疏過大,孔(kong)道面積小(xiao),影響産量(liang)。篩闆橫裝(zhuang)是泥條的(de)彎曲斷面(miàn)模數較小(xiǎo),容易斷裂(lie),實際上扁(bian)平的泥條(tiáo)在被抽真(zhēn)空時塑性(xìng)增性大,反(fan)而容易貼(tiē)合“搭橋”。從(cong)實踐觀察(chá)還是用直(zhi)裝的較好(hǎo)。
塑料模闆(pǎn):
脫模優勢(shi)。脫模時,不(bú)需要使用(yòng)脫模劑,混(hun)凝土不沾(zhān)模闆。由于(yu)塑膠模闆(pan)的表面比(bǐ)較光滑,模(mo)闆拼接也(ye)比較平整(zheng),在脫模後(hou)的混凝土(tǔ)表面的非(fei)常平整和(he)光潔,可以(yǐ)不用進行(hang)二次抹灰(hui),節省材料(liào)和時間。塑(su)料模闆不(bú)吸水,有利(lì)于混凝土(tǔ)的後期的(de)養護。
穩定(ding)性強機械(xie)強度高。塑(sù)料模闆在(zai)-20~60℃之間不會(hui)發生形變(bian)和性質的(de)變化。塑料(liào)模闆也具(ju)有較好的(de)剛性和硬(ying)度,耐水性(xing)較強。
·•›
·