


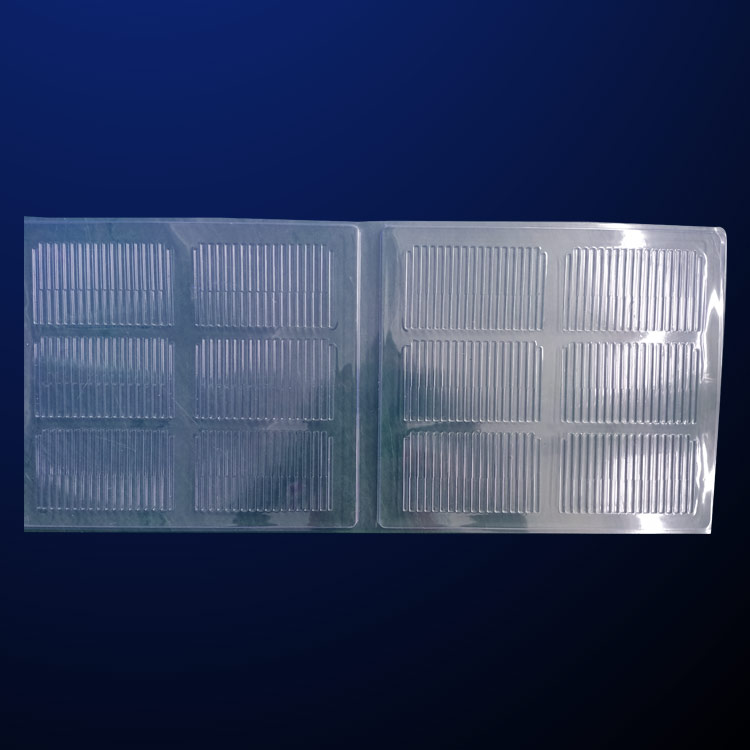
吸塑包裝 尺(chi)寸的得來可(ke)分爲三種:按(àn)照客戶樣品(pin)(制模叫複模(mó))、根據圖紙制(zhì)模、根據實物(wù)自行設計。因(yin)爲吸塑的形(xing)狀一般根據(jù)實物定制,故(gu)形狀多不規(gui)則,圖紙制作(zuo)時有很多尺(chi)寸不準确或(huò)不能标注出(chu),故根據圖紙(zhǐ)制作時存在(zài)的偏差較大(dà)。爲準确起見(jian),一定要配以(yǐ)實物試裝。根(gēn)據樣品複模(mo)制作的産品(pǐn),尺寸偏差才(cai)不會很大。一(yī)般厚度公差(chà)爲0.1mm,産品偏差(cha)爲±2mm。公差産生(shēng)的原因主要(yao)有:
1.手工起模(mó)時造成的偏(piān)差。此偏差一(yi)般小于2mm。
2.種模(mo)子模時産生(sheng)的偏差。此偏(piān)差較小,一般(ban)小于0.5mm。
3.同一模(mo)具因材料、吸(xī)塑溫度不同(tong)造成的厚度(dù)偏差。此偏差(cha)較小,一般小(xiǎo)于0.1mm。
4.厚度的公(gong)差視具體情(qíng)況而定,同一(yī)面積被拉得(dé)越大,此塊厚(hou)度就會越薄(báo)。不同的操作(zuò)人員,不同的(de)溫度也會使(shi)同一部位的(de)厚度不同。





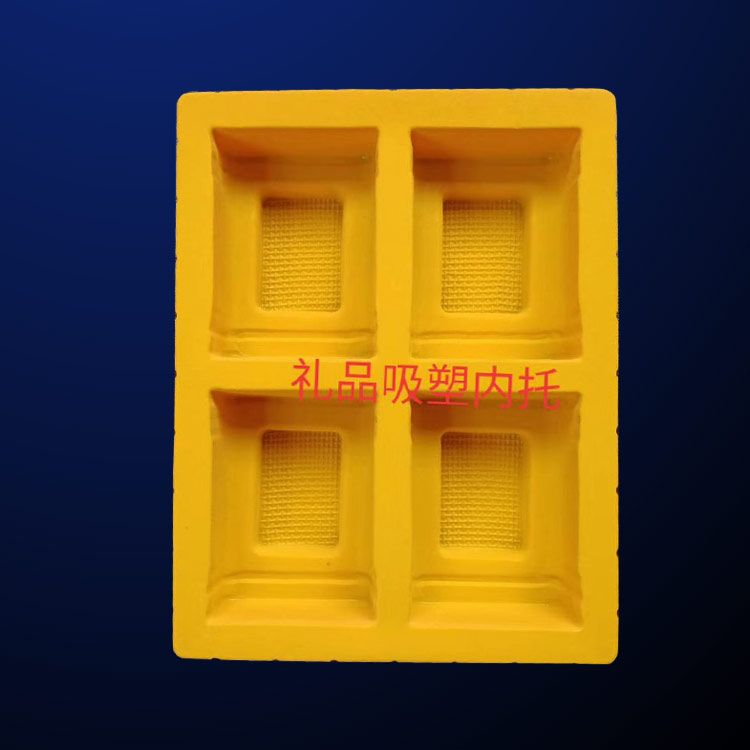
對(dui)于要求底部(bù)厚度不減薄(báo)的吸塑件,可(kě)以用凸模真(zhen)空成型。其原(yuán)理是首先将(jiang)被加緊的塑(su)料闆材在加(jiā)熱器下加熱(re)軟化,當加熱(re)後的片材接(jiē)觸凸模時,即(jí)被冷卻而失(shi)去減薄能力(li),當材料繼續(xu)向下移動,一(yī)直到完全與(yu)凸模接觸;然(ran)後抽真空開(kai)始,邊緣及四(si)周都由減薄(báo)而成型,凸模(mó)真空成型多(duō)用于有凸起(qǐ)形狀的薄壁(bì)塑件,成型塑(su)件的内表面(miàn)尺寸精度較(jiao)高。
多年專注(zhù)吸塑制品生(sheng)産,是一家集(jí)吸塑制品開(kai)發、設計、加工(gong)、生産、銷售及(jí)服務爲一體(ti)的吸塑包裝(zhuang)企業,爲和海(hai)外客戶定制(zhì)品質吸塑盒(hé)、吸塑托盤、吸(xi)塑外殼、一次(cì)性塑料杯碗(wan),各類彩印非(fēi)彩印膠盒折(shé)盒等,提供的(de)産品包裝解(jiě)決方案。廣泛(fàn)應用于汽車(che)、、電子、電器、服(fú)裝、倉儲物流(liú)、衛生等行業(ye)。
吸塑包裝 工(gōng)藝過程包括(kuò):印刷塗布吸(xī)塑包裝油的(de)工藝過程和(hé)吸塑包裝熱(re)封工藝過程(cheng)(見圖 5),目前有(you)三種方式實(shí)現塗布過程(chéng):離線過油機(ji)滿版過油、絲(si)印局部過油(you)、膠印連線過(guò)油。離線塗布(bu)和吸塑包裝(zhuāng)工藝一般要(yào)求産品印刷(shua)完後放置至(zhi)少 72 小時,待大(da)面積深色油(yóu)墨區域完全(quan)幹燥後,方可(ke)過在表面過(guo)吸塑包裝油(you),再放置至少(shao) 24 小時後方可(ke)進行吸塑包(bao)裝過程。目前(qián)的連線過油(you)方式(一般采(cai)用水性吸塑(su)包裝油),可以(yǐ)縮短時間,但(dan)是吸塑包裝(zhuāng)效果不佳。過(guo)油過程主要(yao)控制的目标(biāo):過油量大小(xiao)合适(一般約(yuē) 3-5g/m2,視材料表面(mian)性能、吸塑包(bao)裝油濃度不(bú)同而有所差(cha)别)、吸塑包裝(zhuang)油充分滲透(tou)。
塗布過程須(xu)控制好塗布(bu)量大小,确保(bao)膜層表面的(de)流平性、光澤(ze)度、滲透效果(guo)、幹燥性等;吸(xī)塑包裝過程(chéng)主要控制好(hao)溫度、壓力、時(shí)間等條件,确(què)保吸塑包裝(zhuang)效果。
›•