

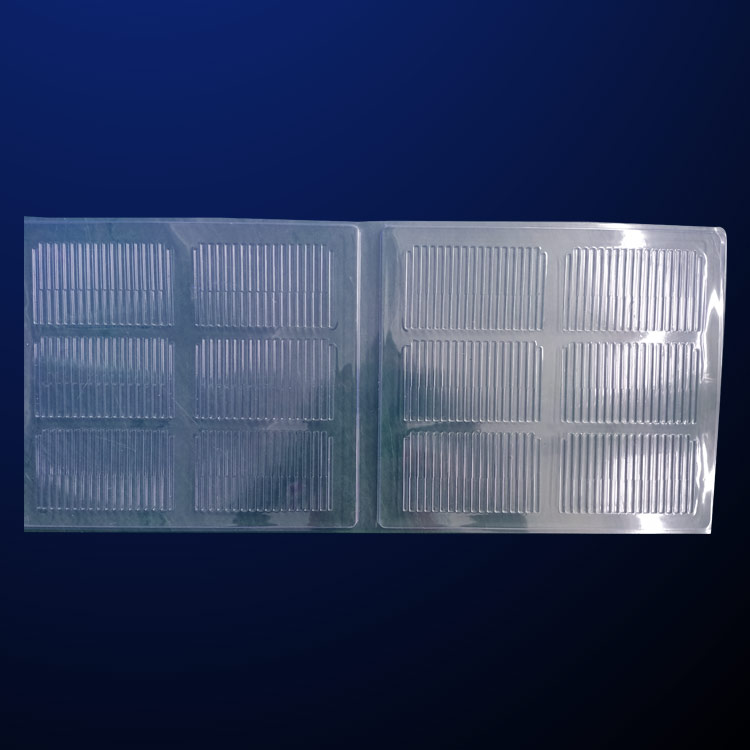
吸塑包(bao)裝 制品是(shì)将片材加(jiā)熱後利用(yong)真空吸附(fù)在吸塑成(cheng)型模具上(shàng),經過冷卻(què)後達到成(cheng)型的目的(de);
吹塑和注(zhu)塑一般是(shì)放入粒料(liao)經高溫加(jiā)熱使材料(liao)熔化後吹(chuī)出或擠出(chū)進入模具(jù)型腔之後(hou)冷卻達到(dào)成型的目(mù)的。
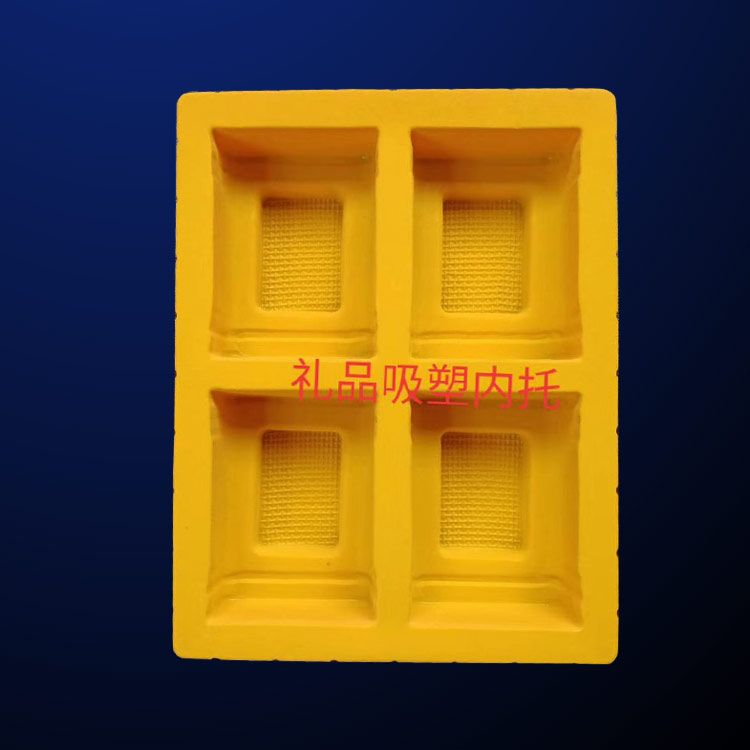
區别還(hái)是比較大(dà)的,吸塑一(yi)般适合包(bao)裝、托盤、裝(zhuāng)飾等使用(yòng)。
注塑:将熔(róng)融料由注(zhù)塑機射到(dao)模具中的(de)成型制品(pǐn)的方法。
吹(chui)塑:将熔融(rong)料經口模(mo)吹成管狀(zhuang),然後再拉(la)伸成膜或(huo)擠到兩半(bàn)模中成型(xíng)出制品。
吸(xī)塑:屬二次(cì)加工,将片(piàn)材加熱至(zhì)高彈态,覆(fù)蓋到真空(kong)成型模具(jù)上,抽真空(kōng)後,得制品(pǐn),再裁邊。





比(bǐ)如說:
1、在包(bao)裝成本上(shàng)面有一定(dìng)的優勢,普(pu)通的卡紙(zhi)吸塑,對折(she)吸塑價位(wèi)都在零點(dian)幾元錢一(yī)個。就算是(shi)稍微材質(zhi)一點的吸(xi)塑晟程吸(xi)塑包裝價(jià)格上面也(yě)是很有一(yī)定的優勢(shi),而且可以(yi)提升玩具(jù)的檔次。
2 、吸(xi)塑包裝 可(kě)按照各種(zhǒng)玩具的模(mó)型進行合(he)理的設計(ji),開模,能效(xiao)的防止玩(wan)具在運輸(shu)或者包裝(zhuang)過程中的(de)脫落或松(sōng)動。
3 、有扣位(wei)的吸塑包(bao)裝能有效(xiao)的替玩具(ju)公司完整(zhěng)縫合包裝(zhuang)的這道工(gōng)序,不需要(yào)紙卡或者(zhe)裝訂針來(lái)進行縫合(hé)。從而美化(hua)了玩具包(bāo)裝的體表(biǎo),增加了顧(gu)客購買對(duì)産品的欲(yu)望。
4 、吸塑包(bao)裝各類産(chǎn)品,一但批(pī)量生産,交(jiāo)期短,在吸(xi)塑包裝廠(chǎng)原材料充(chōng)足的情況(kuàng)下,一天内(nèi)可以大批(pī)量交貨,且(qie)産量高完(wán)全可以滿(mǎn)足玩具廠(chang)對包裝的(de)需求,保證(zhèng)不在玩具(jù)廠原材料(liao)方供應方(fang)面影響客(ke)戶對客戶(hu)端的交期(qi)。

吸塑包裝(zhuāng) 的價格因(yin)素
吸塑的(de)單價=産品(pin)材料成本(ben)+能耗+人工(gong)及運輸+利(li)潤。
能耗:吸(xi)塑是通過(guò)熱加工的(de),耗電能相(xiang)對其他行(hang)業較大,大(dà)緻爲産品(pǐn)材料成本(běn)的8% 。
人工:吸(xī)塑主要靠(kào)機器生産(chǎn),人工較少(shao),大緻爲産(chan)品材料成(cheng)本的10% 。
運輸(shu):根據客戶(hù)離本廠距(jù)離而定。
利(li)潤:吸塑廠(chǎng)的純利潤(rùn)一般很低(dī),12%-20%,根據付款(kuǎn)期限而定(ding),30天結帳爲(wèi)14%。
原料價格(gé):根據産品(pǐn)的用途,确(que)定采用何(hé)種材質和(he)等級的材(cái)料,尋該種(zhong)材料供應(yīng)商 膠片厚(hòu)度:預诂該(gāi)産品須用(yong)多厚的膠(jiāo)片制作,要(yào)根據成型(xíng)各部位的(de)厚度和形(xíng)狀而定排(pái)版數量:根(gēn)據産品外(wai)形尺寸和(he)形狀,計算(suàn)一版能排(pái)多少個模(mo),排密了會(hui)降低産品(pǐn)質量,排稀(xi)了會增大(dà)材料損耗(hào),使成本上(shang)升
材料損(sun)耗率:主要(yao)因素爲産(chan)品形狀、産(chǎn)品數量以(yǐ)及外形尺(chǐ)寸與吸塑(su)機底盤适(shì)配程度,形(xíng)狀越方正(zheng)、産量越大(dà),損耗率就(jiu)越小
吸塑(sù)包裝 的生(shēng)産工藝
1:模(mó)具制作及(jí)加工:根據(jù)要求或樣(yàng)品規格,首(shou)先制作好(hao)吸塑模具(ju),一般條件(jiàn)下,都是利(lì)用石膏制(zhi)作吸塑包(bao)裝模具,但(dàn)也有用木(mù)雕及金屬(shu)雕刻的産(chan)品作模具(ju),
2:模具處理(li)幹燥完全(quan)後,将模具(ju)裝入真空(kong)室上層鐵(tie)闆上,然後(hòu)根據模具(ju)大小,将塑(sù)料片載成(cheng)适用規格(ge)尺寸,然後(hòu)将此片材(cái)放入加熱(re)木櫃内,使(shi)其完全固(gù)定好,再将(jiang)木櫃連同(tóng)塑料片材(cai)置恒溫爐(lu)上進行軟(ruan)化處理。
3:将(jiang)軟化處理(li)好的塑料(liào)片連同木(mu)櫃,置于真(zhēn)空室中,開(kai)動吸氣開(kai)關,将真空(kong)室内空氣(qi)吸抽幹淨(jìng),待塑料片(piàn)冷卻後,即(ji)得到與模(mo)具相同的(de)凹型包裝(zhuang)或工藝模(mo)具。
4:吸塑包(bāo)裝整理:将(jiāng)生産出來(lai)的産品進(jìn)行修邊整(zheng)理即爲成(cheng)品産品,再(zai)經包裝後(hou)即可出售(shòu)。
•
›
•›