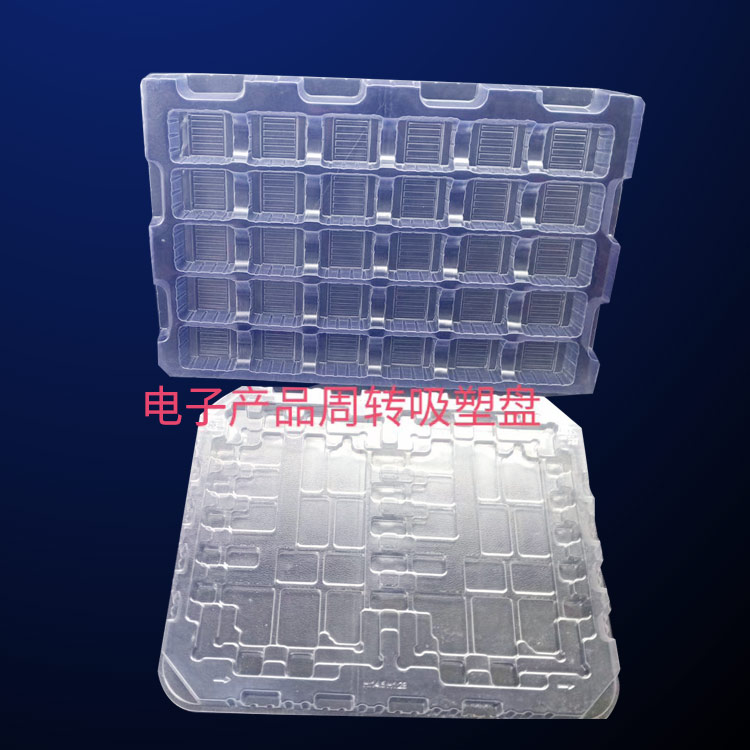


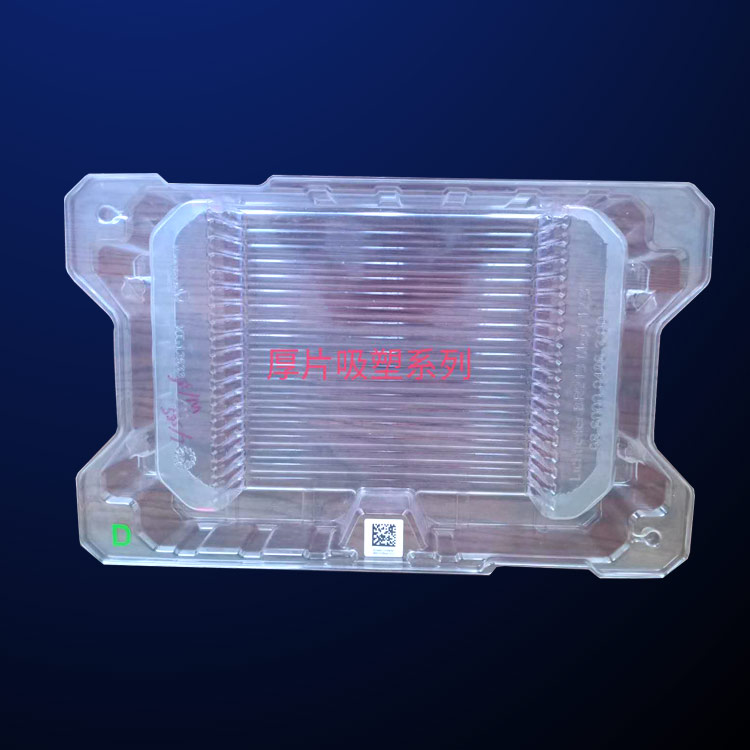

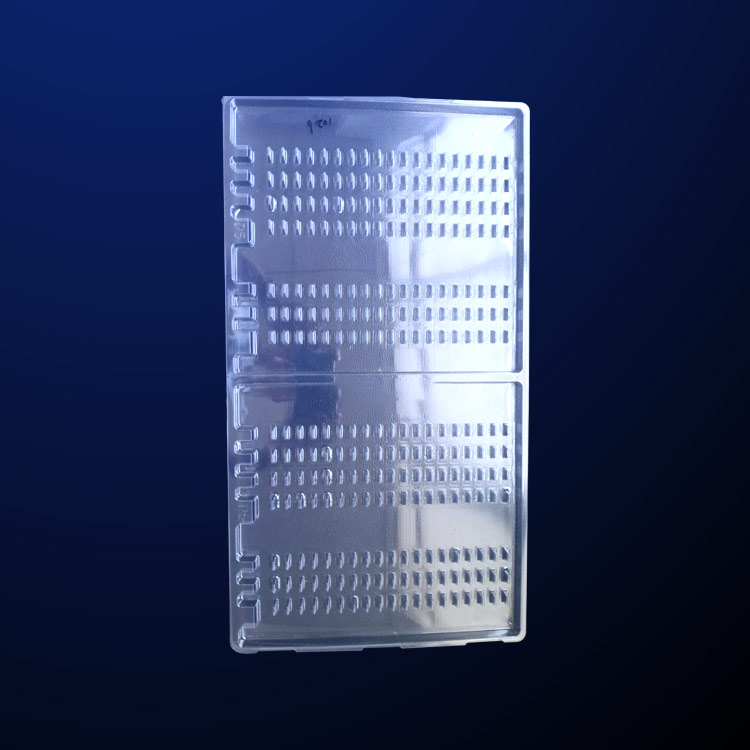
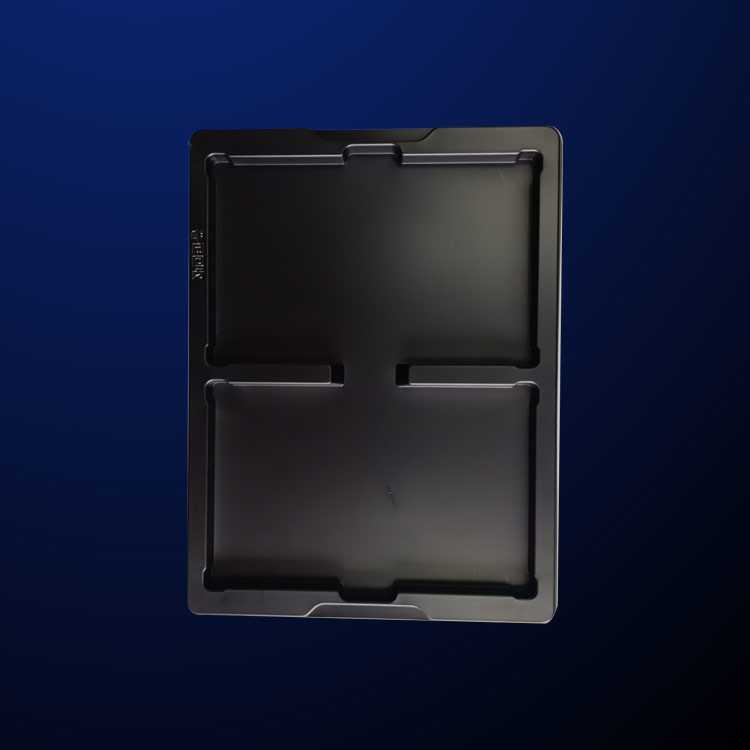
吸塑包裝 是(shi)将PVC、PS、PET等樹脂片(piàn)在吸塑成形(xing)機中經過加(jiā)熱、真空成形(xing)、冷卻等過程(cheng),使之按照模(mó)具的形狀成(chéng)形,然後在沖(chong)床上用刀模(mo)沖壓成單個(ge)産品,再經過(guò)折邊、沖孔等(deng)工藝制成的(de)包裝産品。這(zhe)種包裝産品(pin)具有材料便(biàn)宜、工藝簡單(dān)、投入少、利潤(rùn)可觀的特點(diǎn),适合包裝小(xiao)型日用品、小(xiao)電器、玩具等(děng)商品,不适合(hé)對緩沖性要(yao)求高、産品較(jiào)重的産品進(jin)行包裝。
吸塑(sù)産品的主要(yao)生産工藝包(bāo)括起模、拉片(piàn)、沖床、折邊、沖(chòng)孔、包裝等,以(yǐ)下就分别來(lái)介紹。
1.起模
當(dāng)客戶确認樣(yàng)品後,由打樣(yang)用的石膏模(mó)作爲母模,電(diàn)鍍銅後,按照(zhào)一定的數量(liàng)和位置制成(cheng)生産用的模(mó)即爲起模。常(chang)規的模分三(sān)種:石膏模、銅(tong)模、鋁模。其中(zhong)石膏模主要(yào)用于打樣,一(yī)般不能做批(pi)量生産使用(yong),其制作時間(jian)一般爲24小時(shi)。銅模爲石膏(gao)模電鍍一層(céng)銅,強度和耐(nài)磨性增強,成(chéng)本不高,爲生(shēng)産常用的模(mó),一般制作周(zhou)期爲100小時,少(shao)爲3天時間,使(shi)用壽命約10萬(wàn)個。
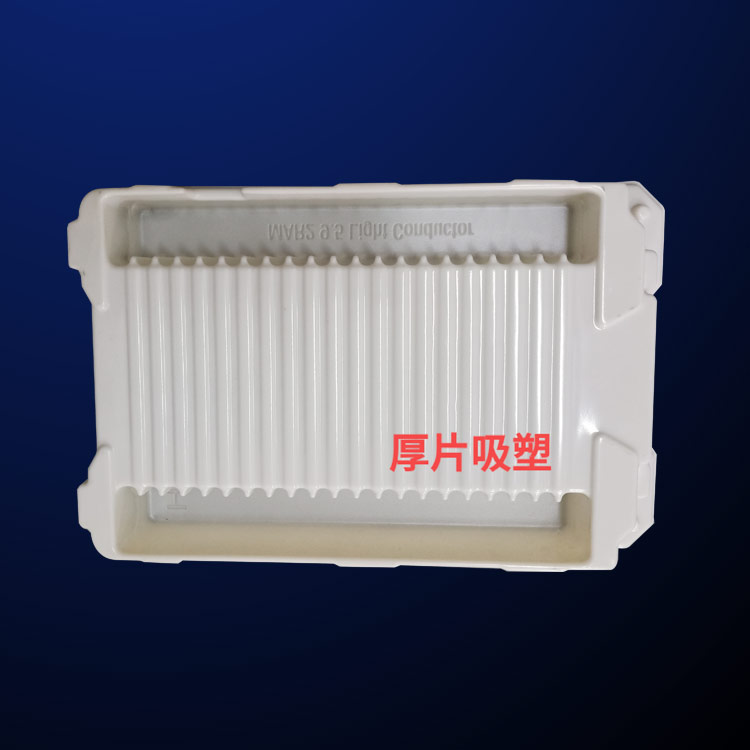
吸塑(su)機将原材料(liao)卷材經吸塑(su)成形機加熱(rè)、真空吸塑成(chéng)形、冷卻後,自(zì)動裁成既定(ding)尺寸,這道工(gōng)序是吸塑的(de)主要工序。拉(la)片的長度根(gen)據實際需要(yao),在600~1170mm之間。不同(tong)的材料、不同(tong)的厚度,對溫(wen)度的調節要(yao)求也不一樣(yàng),需要開機人(ren)員有相當的(de)經驗。拉片的(de)調機測試一(yi)般爲3張。吸塑(sù)機每進一次(ci)的長度稱爲(wèi)拉片長,可根(gēn)據排模長度(du)來定。
3.沖床
拉(lā)片出來的一(yī)般爲多個産(chǎn)品(按照模具(jù)排的數量),需(xū)要用刀模在(zài)沖床上沖成(chéng)單個産品,這(zhè)種工序叫沖(chong)床。
4.折邊
對于(yu)一些需将吸(xi)塑産品兩邊(biān)或多邊的邊(bian)角折過來以(yi)插上紙卡的(de)産品來講,需(xu)加此工序。此(ci)工序由折邊(biān)機完成。
5.沖孔(kǒng)
如客戶有特(tè)殊要求,要在(zài)吸塑上穿孔(kǒng)時添加此工(gong)序。
6.包裝
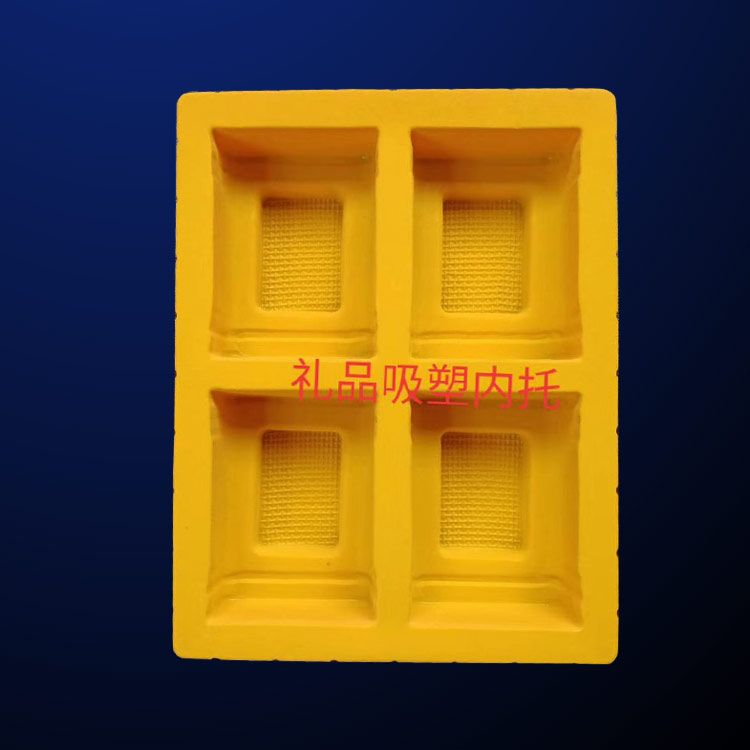
吸塑(su)産品包裝一(yī)定要注意,根(gen)據客戶要求(qiu)的嚴格程度(dù)、産品的材料(liào)、形狀等确定(dìng)合适的包裝(zhuāng)方式。如客戶(hù)無特殊要求(qiu),可采用裝箱(xiāng)、裝膠袋的方(fāng)式。對于白色(sè)或色彩較鮮(xiān)豔的、摩擦易(yì)花或不能粘(zhān)上灰塵、手印(yin)的産品,常在(zai)生産時戴手(shou)套。




吸塑包裝(zhuāng) 制品的刮痕(hen)是什麽?這種(zhǒng)質量問題是(shi)怎麽導緻?如(rú)何解決?
刮痕(hen)就是吸塑産(chan)品生産出來(lai)以後表面會(huì)出現刮印,也(ye)是觀瀾吸塑(sù)廠質量上經(jing)常出現的問(wen)題,發生的原(yuán)因是因爲在(zai)生産的過程(cheng)中,手工的工(gong)序較多,易碰(pèng)撞發生磨擦(ca),沖床人員以(yǐ)及包裝人員(yuan)的操作方式(shì)是關鍵的環(huan)節。解決方法(fa)是輕拿輕放(fang)小心處理産(chan)品,保持工作(zuò)台的清潔衛(wèi)生,工作人員(yuán)配戴手套等(deng)相關事項,也(ye)能有效地防(fáng)止刮花的情(qíng)況發生,吸塑(sù)包裝産品的(de)手工工序較(jiào)多,因此在每(měi)個環節都必(bì)須要密切關(guān)注的,才能避(bi)免次品的産(chan)生。
吸塑包裝(zhuang) 的單價=産品(pin)材料成本+能(neng)耗+人工及運(yun)輸+利潤
能耗(hào):吸塑是通過(guo)熱加工的,耗(hào)電能相對其(qí)他行業較大(da),大緻爲産品(pǐn)材料成本的(de)8% 人工:吸塑主(zhǔ)要靠機器生(shēng)産,人工較少(shǎo),大緻爲産品(pin)材料成本的(de)10% 運輸:根據客(kè)戶離本廠距(jù)離而定, 利潤(rùn):吸塑廠的純(chún)利潤一般很(hen)低,12%-20%,根據付款(kuǎn)期限而定,30天(tian)結帳爲14% 材料(liao)成本:産品材(cai)料成本的計(ji)算比較複雜(zá),計算之前首(shou)先搞清以下(xià)幾方面數據(jù):
原料價格:根(gen)據産品的用(yòng)途,确定采用(yòng)何種材質和(he)等級的材料(liao),尋該種材料(liao)價供應商 膠(jiāo)片厚度:預诂(gǔ)該産品須用(yòng)多厚的膠片(piàn)制作,要根據(ju)成型各部位(wei)的厚度和形(xíng)狀而定 排版(bǎn)數量:根據産(chǎn)品外形尺寸(cùn)和形狀,計算(suan)一版能排多(duo)少個模,排密(mì)了會降低産(chǎn)品質量,排稀(xi)了會增大材(cai)料損耗,使成(cheng)本上升 材料(liào)損耗率:主要(yao)因素爲産品(pin)形狀、産品數(shù)量以及外形(xing)尺寸與吸塑(sù)機底盤适配(pei)程度,形狀越(yue)方正、産量越(yuè)大,損耗率就(jiù)越小
吸塑包(bao)裝 的原理有(yǒu)哪些
吸塑包(bāo)裝原理及設(shè)備首先來引(yǐn)見一下吸塑(su)包裝技術的(de)原理,也叫吸(xī)塑包裝工藝(yì)。它是一種熱(re)成型加工辦(bàn)法,應用熱塑(su)性塑料片材(cái),制造啓齒塑(su)料殼體制品(pǐn)的一種辦法(fǎ),是将塑料片(pian)材裁成一定(ding)尺寸加熱軟(ruǎn)化後,借助片(piàn)材兩面的氣(qi)壓差和機械(xie)壓力,使其變(biàn)形後敷貼在(zai)特定的模具(jù)輪廓面上,經(jīng)過冷卻定型(xíng),并切邊修整(zhěng)後完成吸塑(su)制品的過程(cheng)。正壓吸塑機(ji),經過空壓機(jī)在塑料片正(zhèng)面加大氣,使(shǐ)軟化的塑料(liao)片貼合在模(mó)具上。
在行業(ye)内口碑很好(hao)的吸塑包裝(zhuang)家,通常在售(shòu)後效勞方面(mian),都會得到客(ke)戶的普遍認(rèn)可,特别是提(ti)供全天候客(ke)服效勞,有任(ren)何問題都會(hui)有的技術團(tuán)隊停止指導(dao)和處理,确保(bao)在購置産品(pin)之後完整沒(méi)有任何。爲了(le)更大水平進(jìn)步吸塑包裝(zhuāng)的運用優勢(shi),特别是保證(zhèng)質量到達很(hěn)好規範,就要(yao)選擇行業經(jīng)曆豐厚,技術(shù)程度有保證(zhèng)的吸塑包裝(zhuāng)家,在協作中(zhōng)可滿足客戶(hù)的真實性需(xū)求。