


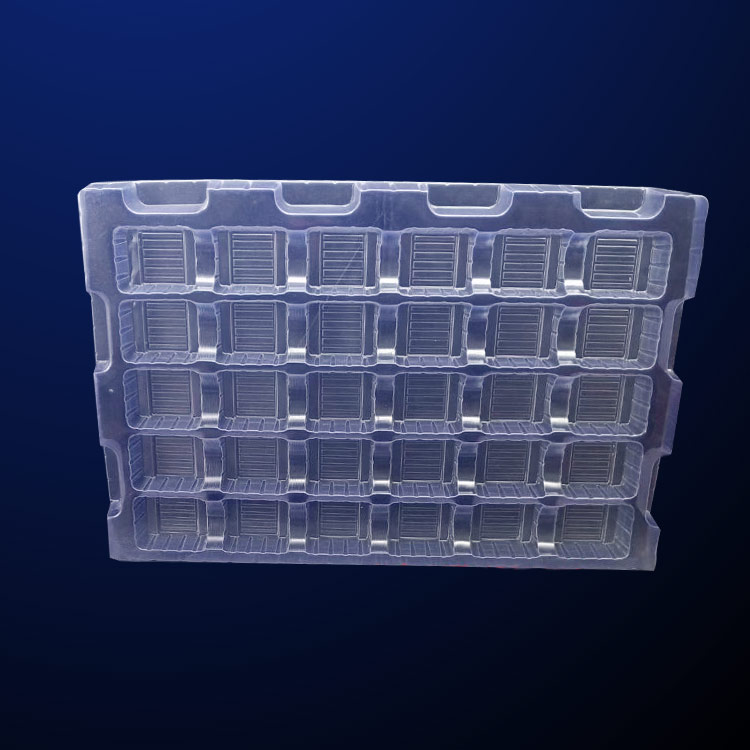
厚片吸塑術(shu)語 厚吸塑:一(yi)種塑料加工(gōng)工藝,主要原(yuán)理是将平展(zhǎn)的塑料硬片(pian)材加熱變軟(ruan)後,采用真空(kōng)吸附于模具(ju)表面,冷卻後(hou)成型,廣泛用(yong)于塑料包裝(zhuāng)、燈飾、廣告、裝(zhuang)飾等行業。 厚(hou)片吸塑包裝(zhuāng):采用吸塑工(gong)藝生産出塑(su)料制品,并用(yong)相應的設備(bei)對産品進行(hang)封裝的總稱(chēng)。吸塑包裝制(zhi)品主要包括(kuo):泡殼、托盤、吸(xī)塑盒,同義詞(cí)還有:真空罩(zhao)、泡罩等。吸塑(su)包裝設備主(zhu)要包括:吸塑(sù)成型機、沖床(chuáng)、封口機、高頻(pín)機、折邊機。封(fēng)裝形成的包(bāo)裝産品可分(fen)爲:插卡、吸卡(ka)、雙泡殼、半泡(pao)殼、對折泡殼(ke)、三折泡殼等(děng)。 泡殼:采用吸(xi)塑工藝将透(tòu)明的塑料硬(ying)片制成特定(ding)凸起形狀的(de)透明塑料,罩(zhào)于産品表面(mian),起到保護和(hé)美化産品的(de)作用。又名泡(pào)罩、真空罩、塑(su)料面罩。按泡(pao)殼的形式不(bu)同,又可分爲(wèi):單泡殼,雙泡(pao)殼,插卡泡殼(ke)和吸卡泡殼(ké) 吸塑盒:是一(yī)類有蓋和底(dǐ)的吸塑制品(pin),底和蓋連在(zai)一起的叫對(dui)折吸塑盒,底(di)和蓋分開的(de)叫天底蓋吸(xī)塑盒。 厚吸塑(su)托盤:也叫塑(su)料内托,采用(yòng)吸塑工藝将(jiāng)塑料硬片制(zhì)成特定凹槽(cáo)的塑料,将産(chǎn)品置于凹槽(cao)内,起到保護(hù)和美化産品(pin)的作用。 植絨(rong)内托:是一種(zhǒng)采用特殊材(cái)料的吸塑托(tuō)盤,将普通的(de)塑料硬片表(biǎo)面粘上一層(ceng)絨質材料,從(cóng)而使托盤表(biao)面有種絨質(zhi)的手感,用來(lai)提高包裝品(pin)檔次。 抗靜電(dian)托盤:是一采(cai)用特殊材料(liào)的吸塑托盤(pán),該材料表面(miàn)的電阻值小(xiǎo)于10的11次方歐(ou)姆。主要用于(yu)電子、IT産品的(de)吸塑托盤。 吸(xī)塑模具:吸塑(sù)成型生産時(shí)用的模具,成(chéng)本的是石膏(gao)模,其次是電(diàn)鍍銅模,貴的(de)是鋁模。模具(ju)鑽有小孔,用(yong)于真空吸附(fu)熱化的硬片(pian),形成吸塑産(chan)品。 厚吸塑成(cheng)型:就是我們(men)常講的吸塑(su),采用吸塑成(cheng)型機将加熱(re)軟化的塑料(liao)硬片吸附于(yú)模具表面,冷(lěng)卻後,形成凹(āo)凸形狀的塑(su)料。 吸塑裁切(qie):吸塑成型後(hou)的塑料産品(pin),經過沖床,将(jiang)大張的片材(cai)用刀模分切(qiē)成單個産品(pǐn)。也叫下料,裁(cai)斷,模切等。




亞(ya)克力吸塑加(jia)工常見的吸(xī)塑問題 生産(chǎn)制造業中,生(sheng)産遇到問題(ti)在所難免,在(zai)亞克力吸塑(su)生産制造中(zhōng),經常會遇到(dào)各種吸塑問(wen)題,大大小小(xiǎo)各不一樣。但(dàn)是,常見的反(fan)反複複也就(jiu)這幾種。今天(tian),小編就來給(gei)大家講講這(zhè)亞克力吸塑(su)加工幾種常(cháng)見的吸塑問(wen)題。 所謂的吸(xi)塑加工就是(shi)采用半自動(dong)高速吸塑成(chéng)型機進行生(shēng)産加工,其基(ji)本原理是:将(jiāng)成卷的亞克(kè)力片材拉進(jin)電爐烘箱内(nèi)加熱至軟化(huà)狀态,乘熱再(zài)拉到吸塑模(mó)具上方,模具(ju)上移并抽真(zhen)空,将軟化的(de)亞克力片材(cai)吸附到模具(ju)表面,同時将(jiang)冷卻水以霧(wu)狀噴于成型(xing)的亞克力片(piàn)材表面,使其(qi)硬化,成型的(de)片材再自動(dong)被拉至貯料(liào)箱,氣動裁刀(dāo)将成型與未(wèi)成型片材分(fen)離,從而完成(chéng)全部過程。 亞(yà)克力吸塑産(chan)品出現的主(zhu)要質量問題(tí)大多在此過(guo)程發生: 1.吸塑(su)不到位,是指(zhǐ)形狀變形,沒(mei)有吸塑成與(yǔ)模具相同形(xíng)狀的産品; 2.吸(xi)塑過度,是指(zhǐ)産品過薄; 3.拉(lā)線,是指成型(xing)産品上出現(xian)不應有的線(xian)痕; 4.厚薄不均(jun)。 這些問題都(dou)需要在上好(hǎo)模具後,調試(shi)到位,包括:片(pian)材前進的時(shi)間、加熱的溫(wēn)度和時間、抽(chou)真空的強度(du)和時間、上模(mó)下落的位置(zhì)、時間和深度(dù)、拼版中模具(ju)的擺放位置(zhi)、模具間是否(fou)加附件等等(deng)。

·•›
·