


ABS樹脂是(shì)目前産量大,應用(yòng)廣泛的聚合物,它(tā)将PS,SAN,BS的各種性能有(yǒu)機地統一起來,兼(jiān)具韌,硬,剛相均衡(héng)的優良力學性能(neng)。ABS是腈、丁二烯和的(de)三元共聚物,A代表(biǎo)腈,B代表丁二烯,S代(dai)表。 ABS工程塑料一般(bān)是不透明的,外觀(guān)呈淺色、無毒、無味(wei),兼有韌、硬、剛的特(te)性,燃燒緩慢,火焰(yan)呈黃色,有黑煙,燃(rán)燒後塑料軟化、燒(shao)焦,發出特殊的氣(qì)味,但無熔融滴落(luò)現象。 ABS工程塑料具(jù)有優良的綜合性(xìng)能,有的沖擊強度(du)、尺寸穩定性好、電(diàn)性能、耐磨性、抗化(hua)學藥品性、染色性(xìng),成型加工和機械(xie)加工較好。ABS樹脂耐(nài)水、無機鹽、堿和酸(suan)類,不溶于大部分(fen)醇類和烴類溶劑(ji),而容易溶于醛、酮(tong)、酯和某些氯代烴(ting)中。 ABS工程塑料的缺(que)點:熱變形溫度較(jiào)低,可燃,耐候性較(jiao)差。
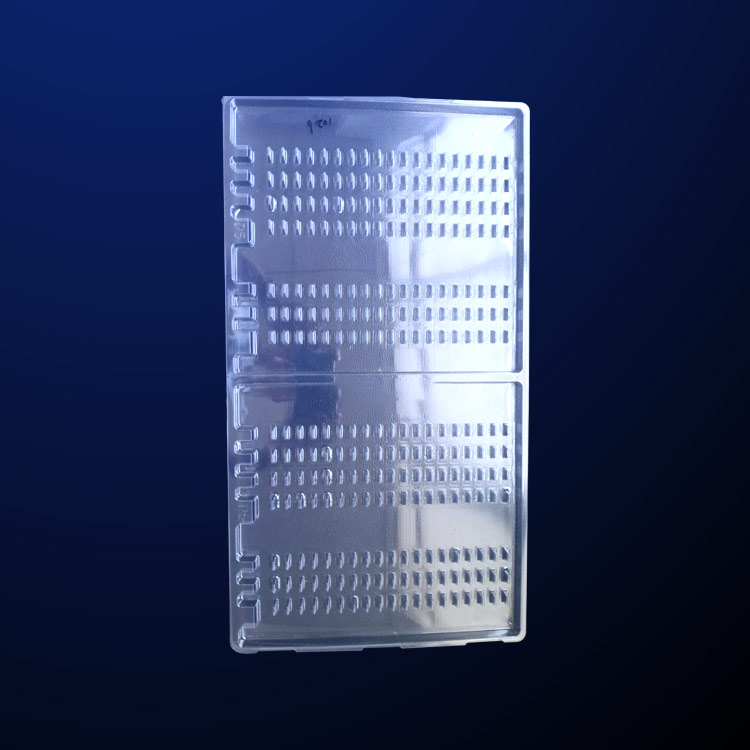




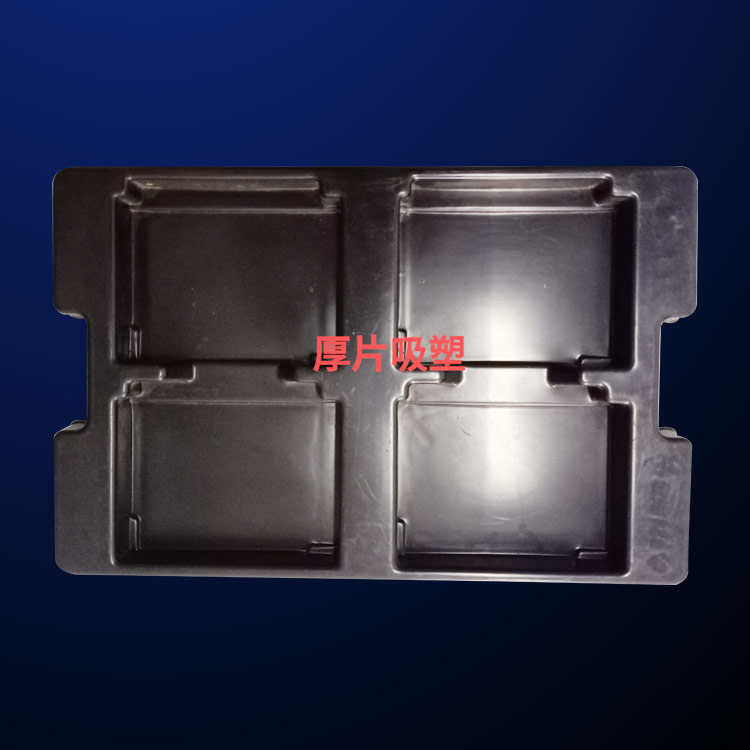
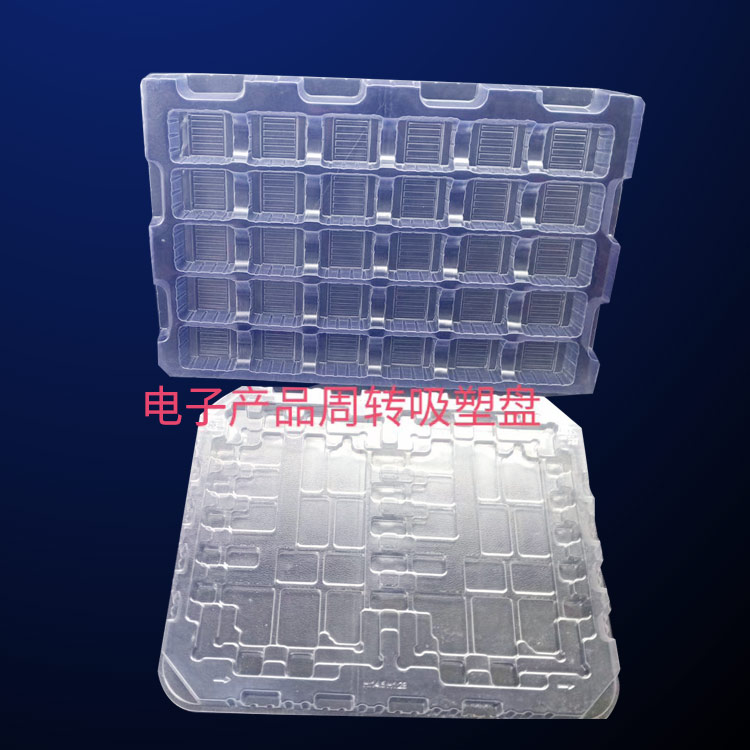
采用全自動高(gao)速吸塑成型機生(shēng)産,其基本原理是(shì):将成卷的片材拉(la)進電爐烘箱内加(jiā)熱至軟化狀态,乘(cheng)熱再拉到吸塑模(mo)具上方,模具上移(yi)并抽真空,将軟化(hua)的片材吸附到模(mó)具表面,同時将冷(leng)卻水以霧狀噴于(yú)成型片材表面,使(shi)其硬化,成型的片(piàn)材再自動被拉至(zhi)貯料箱,氣動裁刀(dāo)将成型與未成型(xíng)片材分離,從而完(wán)成全部過程。吸塑(su)産品出現的主要(yao)質量問題大多在(zai)此過程發生: a.吸塑(su)不到位,是指形狀(zhuang)變形,沒有吸塑成(cheng)與模具相同形狀(zhuàng)的産品; b.吸塑過度(dù),是指産品過薄; c.拉(la)線,是指成型産品(pǐn)上出現不應有的(de)線痕; d.厚薄不均。這(zhè)些問題都需要在(zài)上好模具後,調試(shi)到位,包括:片材前(qián)進的時間、加熱的(de)溫度和時間、抽真(zhēn)空的強度和時間(jian)、上模下落的位置(zhì)、時間和深度、拼版(ban)中模具的擺放位(wei)置、模具間是否加(jia)附件等等。