


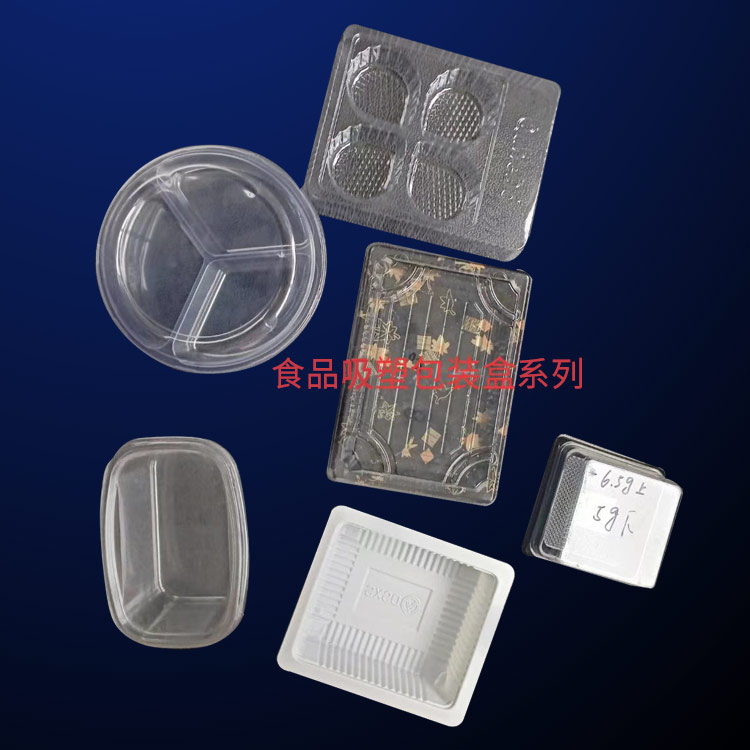
吹塑成型(xing)技術是僅次于擠(jǐ)出成型、注塑成型(xing)的第三類塑料成(cheng)型方法,可生産具(jù)有複雜、不規則形(xing)狀的中空制品。近(jìn)年來,不僅小型飲(yǐn)料用PET瓶使用量急(jí)增,工業用大型吹(chuī)塑成型制品需求(qiu)也在增加。特别是(shi)汽車用大型吹塑(sù)零部件的廣泛應(ying)用,促進了吹塑成(cheng)型加工技術的發(fā)展。
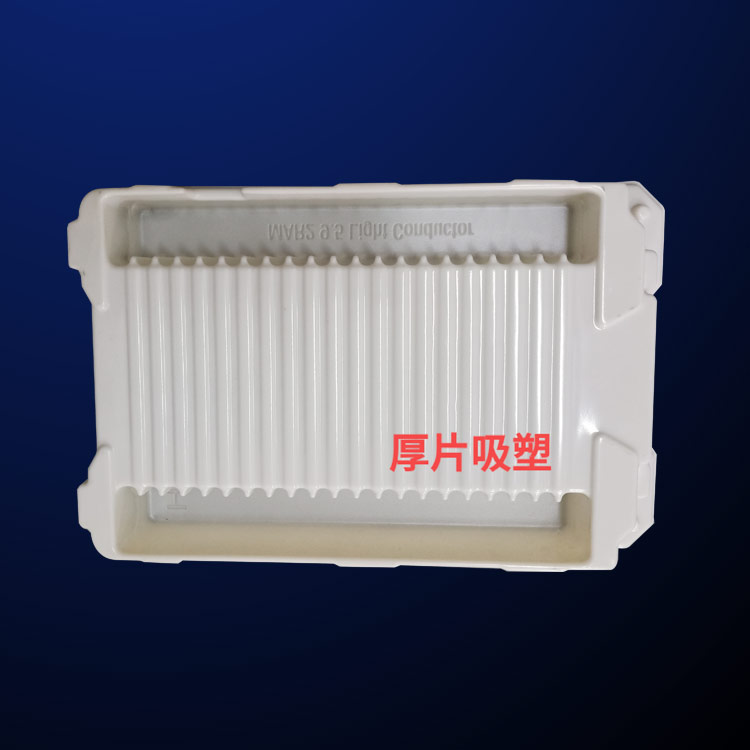
多層吹塑是用(yong)幾種塑料以恰當(dang)方法制得多層複(fu)合型坯,然後用一(yī)般吹塑工藝成型(xing)的。層吹塑是引進(jìn)一層或幾層具有(yǒu)低滲透性的聚合(hé)物,以改進制品的(de)耐溶劑性或透氣(qì)性等。




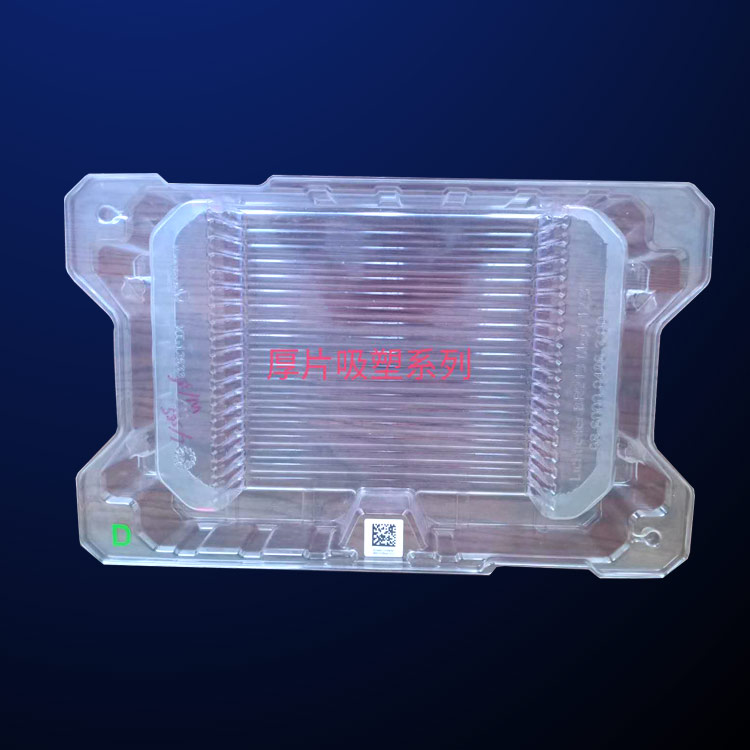
聚乙烯異形(xing)件是熱塑性工程(cheng)塑料。它綜合了所(suǒ)有塑料的優越性(xìng)能異形件廠家,具(ju)有耐磨損、耐沖擊(ji)、耐化學腐蝕、自身(shēn)潤滑、抗低溫磨損(sǔn)系數小、重量輕、吸(xī)能、耐老化、阻燃、抗(kang)靜電等優良性能(neng)。超高分子量聚乙(yi)烯闆耐磨損性能(néng)居塑料,且分子量(liàng)越大,材料的耐磨(mo)性和抗沖擊性越(yue)高;2、超高分子量聚(jù)乙烯闆的沖擊強(qiang)度是現有塑料中(zhong)的高值,即使在70℃時(shi)仍有相當高的沖(chòng)擊強度;3、自潤滑;
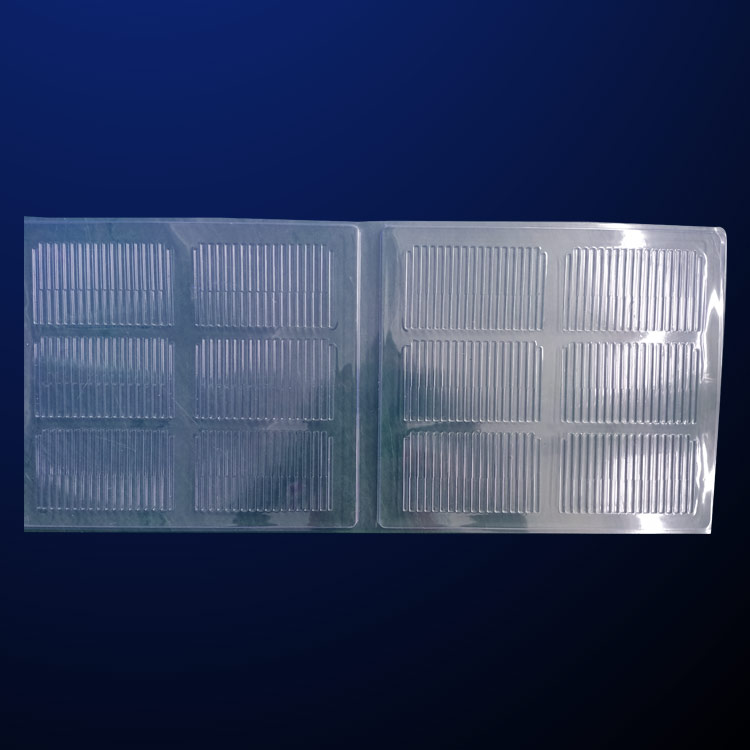

什(shi)麽樣的模具更适(shi)合吸塑托盤?
吸塑(sù)托盤用什麽樣的(de)模具比較合适,要(yào)分幾種情況來判(pan)斷。如果是客戶次(ci)打樣,可以選擇便(biàn)宜的石膏模或者(zhe)木模。如果是批量(liàng)生産,一定不能用(yong)上述模具,因爲加(jiā)工幾次就會損壞(huài)。我們建議使用銅(tóng)模或鋁膜。銅模價(jià)格适中,适合批量(liang)生産大貨。鋁膜精(jing)度更高,産品可供(gong)選擇。
一(yī)、石膏模。材料爲石(shí)膏粉,易于制作和(hé)修改。一般單個模(mó)具隻需要1~3天,成本(ben)低。由于易碎,散熱(re)困難,石膏模具一(yi)般用于有樣品時(shi)手工制作樣品,不(bu)用于生産。
二、代木(mù)模。材料爲木材,材(cai)料成本高(大小爲(wei)500*500,約合4.5元/MM),需要數控(kòng)加工,生産周期短(duan),一般幾小時,易于(yu)打磨和打孔。材料(liào)也比較脆,适合3D圖(tú)檔打樣,不用于生(shēng)産。
•
•
›
•