


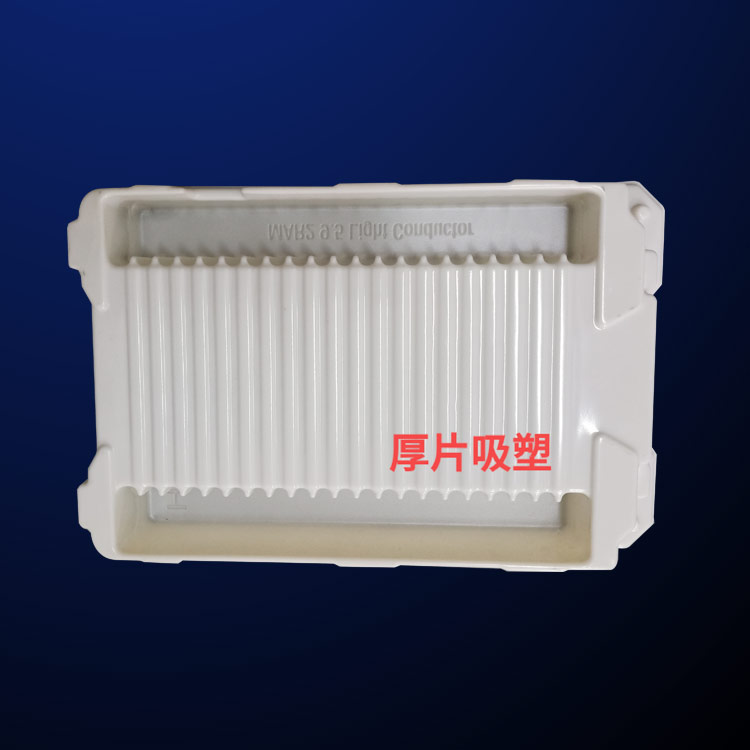
在高溫下,吸(xī)塑包裝 更大(dà)的繪圖,它是(shi)很難獲得壁(bì)厚均勻。真空(kong)成型模具溫(wen)度更高,更好(hao)的細節清晰(xi)度。壓成型,模(mó)具溫度是通(tōng)過增加成型(xíng)壓力,以彌補(bu)不足。這種方(fāng)法通常被用(yòng)來塑造的老(lǎo)年退休金計(jì)劃的闆材不(bu)能用冷模具(jù)以更好的産(chǎn)品的詳細信(xìn)息。如果表是(shi)項目結構零(ling)件表面成型(xing),制作精良模(mó)具的重要性(xìng)模具必須加(jia)熱到玻璃化(huà)轉變溫度接(jiē)近材料。排氣(qì)良好的模具(jù)可以得到更(geng)多細節的定(ding)義。
當空氣被(bèi)包裹在模具(jù)或結構的平(píng)面,成型結構(gou)深度很淺,表(biao)面光滑如。更(gèng)大的整體的(de)草案,更利于(yu)獲得高清晰(xi)度。真空成型(xing)和塑料成型(xíng)仍将保持靈(líng)活性,并沒有(yǒu)完全塑化,橡(xiàng)膠闆的特點(diǎn)。爲了使産品(pin)更好的細節(jiē)清晰度,增加(jiā)整體繪圖,成(chéng)型力更大。
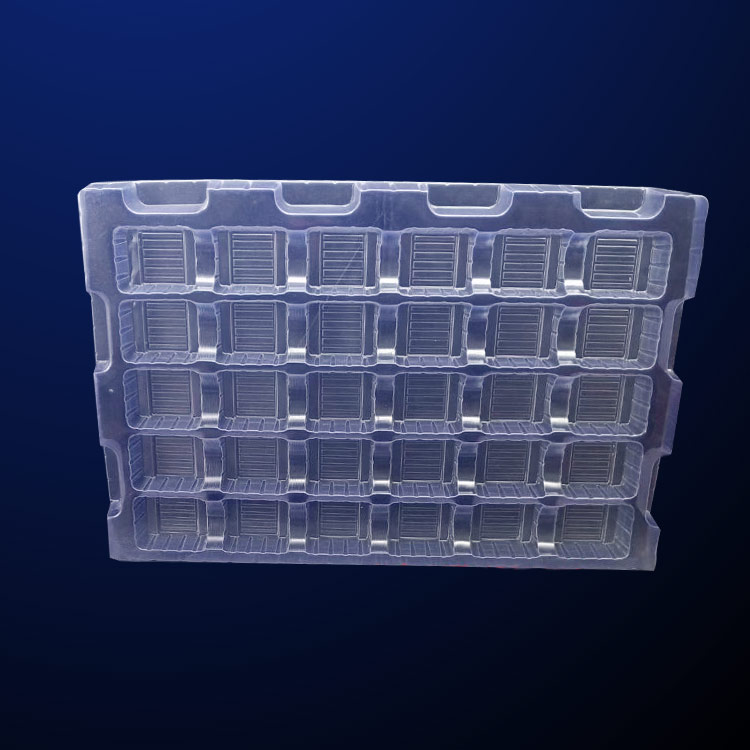




本色PP材料(liao)
一般特性隻(zhī)能耐低溫,可(ke)用于産品可(ke)冷藏,一般用(yòng)于超市肉類(lèi),熟食類包裝(zhuang),顔色可是PP本(běn)色白,或者是(shi)PP其他顔色都(dou)可以。
紙張塗(tú)層結構和表(biao)面平滑度影(yǐng)響
• 塗層表面(miàn)的微粗糙度(dù)和多孔性可(kě)提高在紙卡(kǎ)表面的機械(xiè)聯結,見圖 2a。
• 凸(tu)起塗料微粒(li)提供多孔性(xìng),改善吸塑性(xìng)能。
• 平滑、少孔(kong)表面則會降(jiang)低機械聯結(jie),見圖 2b。
• 紙卡背(bèi)面有塗層可(ke)提高吸塑性(xing), 因爲塗層可(kě)封熱性比纖(xiān)維好。
紙張含水量(liang)對吸塑性影(yǐng)響。紙張水分(fen)過高,造成表(biao)面強度降低(di),幹燥速度慢(man),過吸塑油時(shí),表面會起泡(pao),造成吸塑不(bu)良,效果不好(hǎo)。一般要求紙(zhǐ)張要進行含(han)水量平衡處(chu)理,采取晾幹(gàn)方式處理較(jiào)好。同時産品(pin)吸塑後一般(ban)要放 8-12 小時後(hou)方可使用。反(fǎn)之,紙張太幹(gàn)太脆也不行(háng),容易造成吸(xī)塑部位吸塑(su)不牢固。