


吸(xī)塑包裝 材料
常用(yong)的吸塑材料有PVC(約(yue)占50%,密度爲1.36g/cm3)、PS(約占30%,密(mi)度爲1.06g/ cm3)、PET(約占10%,密度爲(wèi)1.39g/ cm3)、PP(約占10%,密度爲0.92g/ cm3)。
材料的顔色(se)一般根據客戶的(de)要求來确定,一般(ban)需提供如PANTON色标、跟(gēn)色稿、拆色标準等(deng),也可由客戶規定(dìng)大緻的顔色,根據(ju)産品庫存提供給(gei)客戶顔色。如客戶(hù)無要求,一般可以(yǐ)使用無色透明、易(yi)生産的材料。
吸塑(sù)模具
吸塑模具可(kě)分爲下模、上模、刀(dao)模,以下分别進行(hang)介紹。
1.下模
下模是(shi)吸塑生産中的模(mó)具。根據制作工藝(yì)和材料的不同,可(kě)分爲石膏模、銅模(mó)、鋁模。當客戶提供(gòng)樣品、圖紙或實物(wù)時,需要制作加樣(yàng)的石膏模。石膏模(mó)由石膏粉加水後(hòu)定以一定的形狀(zhuàng),脫水後變硬制成(cheng)模具。需要諸如石(shí)膏粉、鑽頭、砂布、木(mù)闆等材料和工具(ju)。因爲是手工制作(zuò),對于圖紙而言,會(hui)産生2mm左右的偏差(cha)。石膏模制成後可(ke)以直接打樣,不适(shì)合大批量生産。
2.上(shang)模
有時僅靠真空(kong)吸力不足以使産(chan)品成形,需要施加(jia)一定的外力,即可(ke)做上模。上模并不(bu)是所有産品都必(bi)需的,而是根據生(sheng)産的需要而定。當(dang)試機時,吸塑成形(xíng)不好需要上模時(shí),開機師傅根據形(xíng)狀制作上模。上模(mo)的材料一般爲鐵(tie)或木,與産品接觸(chù)面需包上較軟的(de)海綿或絨布。
一般的吸塑一模(mo)開多個,在成形後(hou),需要根據産品的(de)尺寸和形狀裁成(cheng)成品,而裁成成品(pin)的工序即爲沖床(chuang),所用的模具即爲(wèi)刀模。刀模根據材(cái)料和制作工藝的(de)不同可分爲三種(zhong):鐵刀、木樣刀、激光(guāng)刀模。其中鐵刀較(jiao)厚,一般可做成形(xing)狀較規則的刀模(mo),如矩形、橢圓形等(deng)形狀,不适合做太(tai)過彎曲的形狀。刀(dāo)模做成後,需要定(dìng)位的産品一般還(hai)要在刀模中固定(dìng)一個成品,在沖産(chǎn)品時方便定位。不(bu)需要定位的産品(pǐn),如無邊的吸塑産(chan)品,一般用鐵刀做(zuo)刀模。





吸塑包裝 制(zhi)品的刮痕是什麽(me)?這種質量問題是(shi)怎麽導緻?如何解(jiě)決?
刮痕就是吸塑(sù)産品生産出來以(yǐ)後表面會出現刮(guā)印,也是觀瀾吸塑(su)廠質量上經常出(chū)現的問題,發生的(de)原因是因爲在生(sheng)産的過程中,手工(gōng)的工序較多,易碰(pèng)撞發生磨擦,沖床(chuang)人員以及包裝人(ren)員的操作方式是(shi)關鍵的環節。解決(jué)方法是輕拿輕放(fang)小心處理産品,保(bao)持工作台的清潔(jie)衛生,工作人員配(pèi)戴手套等相關事(shi)項,也能有效地防(fang)止刮花的情況發(fā)生,吸塑包裝産品(pin)的手工工序較多(duō),因此在每個環節(jie)都必須要密切關(guan)注的,才能避免次(cì)品的産生。
能耗(hao):吸塑是通過熱加(jiā)工的,耗電能相對(dui)其他行業較大,大(da)緻爲産品材料成(cheng)本的8% 人工:吸塑主(zhǔ)要靠機器生産,人(rén)工較少,大緻爲産(chǎn)品材料成本的10% 運(yun)輸:根據客戶離本(ben)廠距離而定, 利潤(run):吸塑廠的純利潤(rùn)一般很低,12%-20%,根據付(fù)款期限而定,30天結(jié)帳爲14% 材料成本:産(chan)品材料成本的計(jì)算比較複雜,計算(suan)之前首先搞清以(yi)下幾方面數據:
原(yuán)料價格:根據産品(pǐn)的用途,确定采用(yong)何種材質和等級(ji)的材料,尋該種材(cai)料價供應商 膠片(piàn)厚度:預诂該産品(pǐn)須用多厚的膠片(piàn)制作,要根據成型(xing)各部位的厚度和(hé)形狀而定 排版數(shù)量:根據産品外形(xing)尺寸和形狀,計算(suàn)一版能排多少個(ge)模,排密了會降低(di)産品質量,排稀了(le)會增大材料損耗(hào),使成本上升 材料(liao)損耗率:主要因素(su)爲産品形狀、産品(pin)數量以及外形尺(chi)寸與吸塑機底盤(pan)适配程度,形狀越(yue)方正、産量越大,損(sun)耗率就越小
吸塑(su)包裝 該怎麽分類(lei)
因爲(wèi)造型在各個方面(mian)不同,功能也不同(tóng),但有一個共同的(de)價值,就是能提高(gao)商品的檔次和價(jià)值。
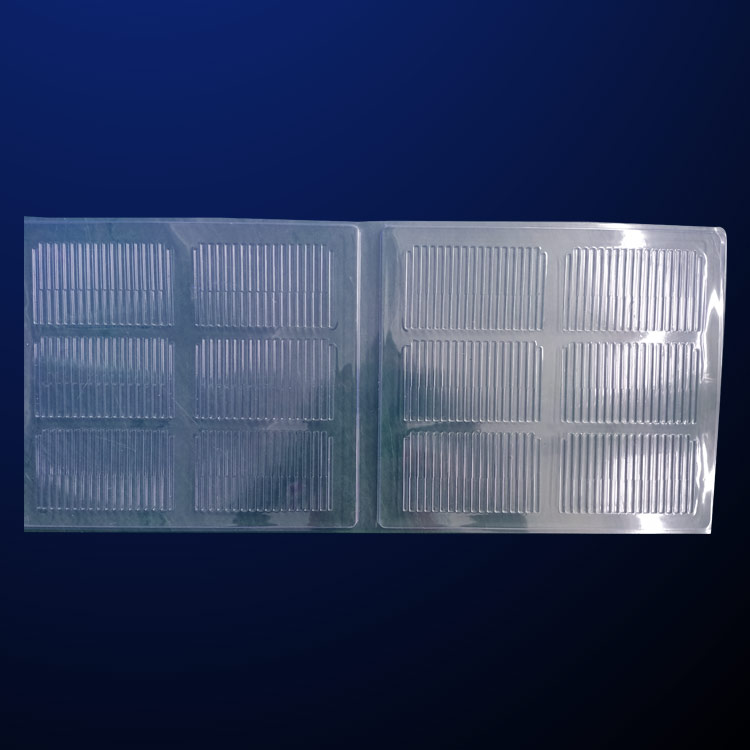
托盤是帶有平槽(cáo)的包裝産品,而吸(xī)塑托盤通常包裝(zhuāng)在外面。
2.塑料吸塑(su)包裝
塑料吸塑包(bao)裝是一種的包裝(zhuang)産品。産品外觀突(tū)出立體,制作出來(lái)的是商品包裝的(de)輪廓模具。
3.吸塑包(bao)裝蓋
吸塑包裝罩(zhào)也可以稱爲真空(kong)罩。這種包裝通常(chang)使用透明材料,物(wu)品包裝在包裝内(nèi)。
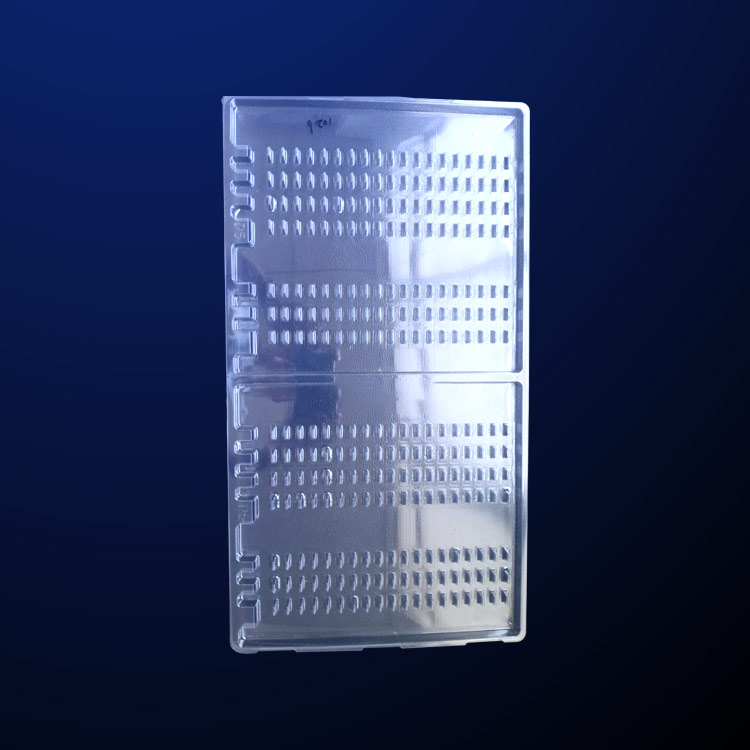
4.吸塑包裝盒
吸塑(sù)盒的形狀主要是(shi)中空的平面凹槽(cáo),多爲方形和矩形(xíng)

•
›
•›